

Efficient Solid-Liquid Separation Solution for Challenging Oil Sludge Applications
Tank bottom sludge management has always been a major challenge for oil storage terminals and refineries. Due to long-term storage, crude oil tanks gradually accumulate a complex mixture of heavy hydrocarbons, water, sand, corrosion products, and fine solids at the bottom of the tank. This sludge is difficult to handle, requires significant manpower, and often creates high disposal costs.
To address these challenges, GN Separation supplied a GNLW554-VFD Large Bowl Decanter Centrifuge for an oil sludge treatment project in Africa, providing an efficient solution for continuous solid-liquid separation and sludge volume reduction.
- Details
-
Published: 10 July 2026

High-Performance Oily Sludge Separation Solution
Optimized Working Principle for Tank Bottom Sludge Treatment
Core Advantages of Decanter Centrifuge Sludge Treatment Technology
Customized Full-Set Sludge Treatment Solutions by GN Separation

Market Expansion in Africa & Global Service Commitment
- Details
-
Published: 10 July 2026
Hebei, China – July 1, 2026 – GN Smart Control Technology Co., Ltd. (official website: https://www.gnsmartcontrol.com) has officially launched its full-spectrum product portfolio, encompassing explosion-proof electric control cabinets, standard industrial control cabinets, and fully integrated intelligent control system solutions. The company delivers custom-engineered automation control products that meet international certification standards, serving global clients across the oil & gas, mining, tunnel engineering, wastewater treatment, infrastructure construction and other key industrial sectors.

Built upon the robust industrial foundation of GN Separation, the company inherits decades of rich on-site project experience in solid-liquid separation machinery. Its core technical team has long provided dedicated support for GN Separation’s projects deployed in more than 70 countries and regions worldwide, with specialized expertise in the R&D, manufacturing and delivery of electric control systems, industrial automation platforms, and complete intelligent slurry pump control units. All control products are designed for full seamless compatibility with GN Separation equipment, enabling the company to deliver integrated turnkey industrial solutions to end users across the globe.
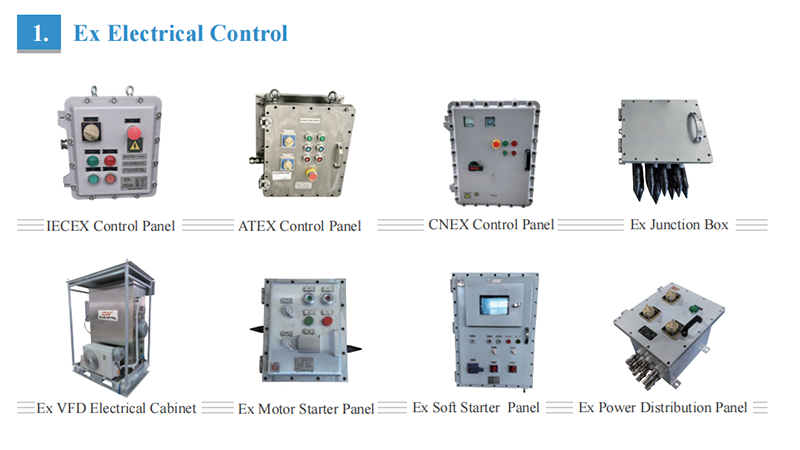
The company’s offerings are structured into three core product categories: the explosion-proof electric control series, general-purpose industrial control cabinets, and integrated intelligent control systems. The explosion-proof cabinet line holds a complete set of authoritative global explosion-proof certifications including CNEX, ATEX and IECEx, covering explosion-proof PLC control cabinets, frequency conversion cabinets, soft starter boxes, explosion-proof junction boxes and more. These products fully satisfy the strictest safety requirements for flammable and explosive working conditions such as oil & gas drilling, underground mining and petrochemical operations. For general industrial scenarios, the standardized PLC control cabinets, motor starter cabinets and power distribution boxes ensure the stable automated operation of wastewater treatment facilities and tunnel construction machinery.

Beyond individual cabinet units, GN Smart Control also provides turnkey intelligent packaged systems, including PLC automation systems, SCADA remote monitoring platforms, centralized power distribution units and integrated motor control systems, to realize full-process digital monitoring of production lines.
Supported by the group’s 80,000-square-meter modern intelligent manufacturing park, the company implements rigorous full-process quality inspection protocols and maintains highly flexible, fast-delivery capabilities. Its global service network is fully interconnected with GN Separation’s worldwide layout, with self-operated subsidiaries equipped with local warehouses and after-sales teams established in the United States, Australia and the UAE in the Middle East, alongside authorized service partners in more than 10 countries and regions. This structure ensures that overseas customers can access timely localized technical support as well as on-site equipment installation and commissioning services.
What sets GN Smart Control apart from ordinary electrical control manufacturers is its one-stop customized service capability. Its engineering team develops tailor-made control solutions based on each client’s specific project parameters, covering the entire value chain from conceptual design, production and manufacturing to on-site commissioning and long-term after-sales maintenance. By integrating the two major business segments of separation equipment manufacturing and intelligent control R&D, the company fills a long-standing market gap for dedicated supporting control systems for global industrial solid-liquid separation production lines.

A senior executive at GN Smart Control commented: “The original intention of establishing GN Smart Control was to complete the supporting industrial chain for GN Separation. We deeply integrate mature separation equipment technology, safety-compliant electrical control products and intelligent remote monitoring systems, to help global customers improve equipment operation safety, reduce energy consumption and enhance overall project operational efficiency. Looking ahead, we will continue to upgrade our explosion-proof and intelligent control product lines, to deliver more reliable and cost-effective automation solutions for diverse industrial separation working conditions.”
Moving forward, GN Smart Control will increase R&D investment in digitalized and cloud-connected control systems, to further achieve full compatibility between its control products and GN’s full range of equipment, including vibrating screens, decanter centrifuges and sludge treatment systems. The company will also continue to expand its global business footprint to serve more industrial customers worldwide.
- Details
-
Published: 05 July 2026

Efficient Water Recycling Solution for Domestic Food Processing Plants
In modern food processing plants, especially potato chip and pre-cut potato slice production lines, large volumes of flushing water are generated during washing and cutting processes. This wastewater typically contains a significant amount of free starch, fine fibers, and suspended solids.
Instead of discharging this valuable stream as waste, a decanter centrifuge can be used to efficiently recover starch and enable water recycling, significantly reducing operating cost and environmental load.
- Details
-
Published: 03 July 2026


- Details
-
Published: 26 June 2026
GN Separation has recently completed the manufacturing and delivery of a GNLS3661 Large Linear Vibrating Screen for a domestic mining company. The unit will be deployed in the client's mineral processing operation, supporting efficient material classification and consistent production output.

A Core Component in Mineral Processing
Linear vibrating screens are essential across mineral processing systems — serving critical functions in screening, classification, dewatering, desliming, and tailings management. Leveraging deep expertise in solids control and separation technologies, GN Separation has delivered screening solutions to clients spanning mining, coal preparation, aggregates, building materials, and chemical processing.

Built for Demanding Applications
The GNLS3661 is engineered for high-capacity, reliable operation in tough industrial environments. Its primary components include a box-type vibration exciter, screen box, vibration damping springs, support structure, and driving device. In operation, the exciter produces a stable linear motion that moves material evenly across the screen surface, enabling precise particle-size separation.
Flexible by Design
The GNLS3661 can be installed horizontally or at an incline, depending on site layout and process requirements. The screen surface is configurable as either single-deck or double-deck, giving operators flexibility to match different material characteristics and processing goals — all while maintaining stable performance under variable workloads.
Proven Across Industries
This equipment is widely used in wet classification, dewatering, desliming, and tailings dry discharge applications. It also serves mineral processing plants, coal preparation facilities, sand and aggregate production lines, and various building material and chemical industry projects. Its robust construction and dependable vibration performance support continuous operation with reduced maintenance demands.

Quality-Driven Delivery
For this project, GN engineers collaborated closely with the customer throughout the design and manufacturing phases, ensuring the final configuration met the specific demands of the application. Every production stage — from material selection and fabrication through final assembly and factory testing — followed strict quality control protocols. This ensures each unit delivered by GN meets the performance and reliability standards customers expect.
Supporting the Future of Mining
As mining operations push toward higher productivity and better resource recovery, screening efficiency has become a decisive factor. The GNLS3661 delivers stable operation, high screening efficiency, and long service life — helping customers strengthen process performance and lower operating costs.

GN Separation remains dedicated to advancing separation and screening technologies globally. By combining engineering expertise with hands-on industry experience, the company continues to provide customized equipment and complete process solutions that keep pace with the evolving needs of the mining and mineral processing sectors.
- Details
-
Published: 21 June 2026